歡迎來(lái)到東莞市展鵬五金制品有限公司網(wǎng)站! 球墨鑄造廠(chǎng),深圳鑄造廠(chǎng),東莞鑄造廠(chǎng),CNC數(shù)控龍門(mén)加工,CNC數(shù)控龍門(mén)磨床加工



展鵬五金-鑄造件專(zhuān)業(yè)制造商
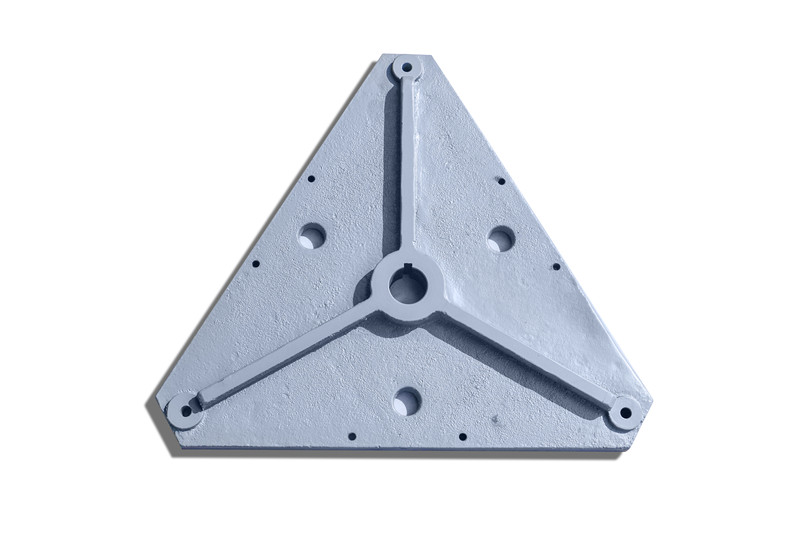
主營(yíng)鑄鋼、鑄鋁、鑄銅等各類(lèi)鑄造件加工定制



")

")




 實(shí)力深厚
實(shí)力深厚 批量定制
批量定制 質(zhì)量保證
質(zhì)量保證 服務(wù)完善
服務(wù)完善
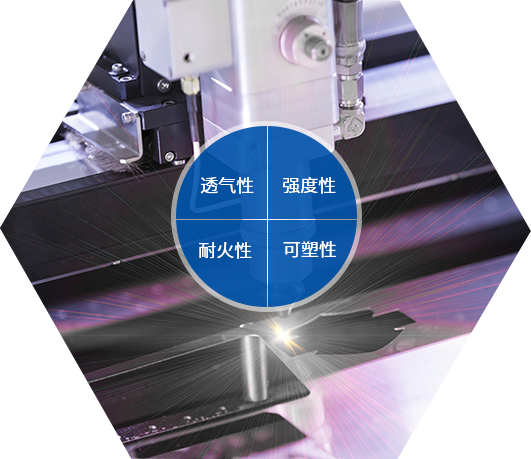
 雄厚的鑄造生產(chǎn)實(shí)力
雄厚的鑄造生產(chǎn)實(shí)力 種類(lèi)齊全
種類(lèi)齊全 快速發(fā)貨
快速發(fā)貨


 公司實(shí)景
公司實(shí)景 查看更多
查看更多